Study identifies optimum operating conditions for ULSD hydrotreaters
ULSD HYDROTREATING— Conclusion
A recent study for a grassroots 30,000-b/sd hydrotreater that can produce ultra-low sulfur diesel (ULSD) helped assess the critical process design issues for meeting future ULSD requirements.
Part 1 (OGJ, July 28, 2003, p. 50) of this two-part series discussed alternative process configurations for ULSD hydrotreaters with a discussion of key design parameters and metallurgical considerations for major pieces of equipment. Engineering aspects of hydrotreater design were covered, including a suitable operating pressure level that satisfies reaction conditions and the practical limits of piping mechanical design.
Part 2 covers process simulations for a number of process configurations for reactor inlet pressures from 800 to 1,100 psi. We estimated capital costs and life-cycle costs for three of the most promising cases.
The more important conclusions of this study are:
- A grassroots hydrotreater for ULSD can have a reactor operating pressure as low as 800 psi if high-purity makeup hydrogen is used. This approach lacks the robustness of a 1,100-psi facility especially in its ability to handle upsets. This disadvantage, which is difficult to quantify, has estimated capital and a life-cycle cost advantages of 10% and 12%, respectively.
- A good feedstock characterization including off-design variations is essential for proper selection of catalyst, reaction conditions, and process configuration. We recommend pilot testing.
- Capital and operating costs are lower for a two-separator system—hot high-pressure separator (HHPS) and cold high-pressure separator (CHPS)—compared to a single CHPS design.
- Minimal chemical hydrogen consumption, in conjunction with a process design that eliminates reactor loop purge and minimizes solution losses, can significantly reduce the project's life-cycle cost.
- Operating cost is the major component in unit life-cycle cost.
- At different pressures (700-1,100 psig) and feed and process conditions, the increase in chemical hydrogen consumption is a modest 15%. For ULSD designs, hydrogen consumption is mainly a function of feed characteristics, particularly aromatics content, and unit operating pressure.
- Makeup hydrogen purity has a major impact on the recycle gas compressor. For a makeup hydrogen purity of 85 mole %, the centrifugal recycle compressor requires two or three stages. For high-purity hydrogen makeup, eight or nine stages are required. It is impractical to design for this range of purities.
- Recycle gas purification via recontact with liquid from a cold low-pressure separator (CLPS) is not justified based on energy savings. For an existing unit, however, higher-purity recycle gas can extend cycle length or help meet the treating specification.
Case studies
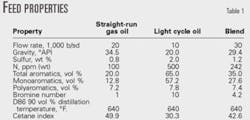
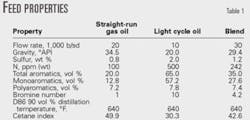
Table 1 shows the feed characteristics used for this study. The feed is a blend of two-thirds straight-run diesel and one-third FCC light cycle oil (LCO); the combined nitrogen content is 242 ppm (wt).
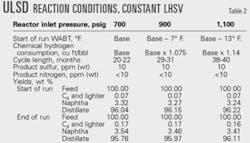
Tables 2 and 3 show various reactor parameters and product yields and qualities using Akzo Nobel Catalysts LLC's Stars KF-848 high-activity, nickel-moly catalyst for different reactor inlet pressures and hydrogen partial pressures at the reactor outlet. The catalyst is dense loaded into the reactor.
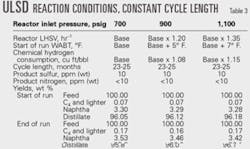
Table 2 shows the different cycle lengths at each pressure level to obtain a 10-ppm (wt) sulfur product given a constant liquid hourly space velocity (LHSV). Cycle length varies from 20-22 months at a 700-psig reactor pressure to 33-35 months at 1,100 psig.
The higher hydrogen partial pressure corresponding to each reactor inlet pressure decreases catalyst deactivation and, therefore, increases the predicted cycle length for a fixed quantity of catalyst. Table 3 shows the results with a constant cycle length of 23-25 months and an LHSV that changes according to reactor inlet pressure. As the reactor inlet pressure increases from 700 to 1,100 psi, LHSV increases 35%, which means that less catalyst is needed.
For both cases, the makeup hydrogen is 85 mole %. Chemical hydrogen consumption only increases 14-15% for the two extremes in reactor inlet pressure. This increase, however, can have a significant impact on the project's life-cycle cost, especially if the refinery is hydrogen limited.
For ULSD applications, the quantity of cracked stocks in the feed strongly influences chemical hydrogen consumption. Hydrogen solution loss (nonchemical consumption) increases with pressure.
Tables 2 and 3 LHSVs were 1.0-1.75 hr–1, which is rather modest with a feed that contains a substantial LCO fraction. This is due to a somewhat low feed-nitrogen content, a processing objective of lower product sulfur only and not cetane improvement, and the application of new generation, high-activity catalysts.
If the feed contains more nitrogen, which is common with coker light gas oil, the volume of catalyst required to meet the target sulfur specification increases significantly. Also, changing feed sulfur quantities and sulfur species might move the design to a more conservative LHSV.
We further analyzed reactor yields and process conditions for a LHSV of 1.25 hr–1 and reactor inlet pressures of 800 and 1,100 psi. We also considered other design options, including:
- A two-separator system with an HHPS and CHPS.
- A single-separator system with a CHPS only.
- An HHPS-CHPS system that enriches recycle hydrogen using a CLPS and recontacts the liquid with reactor effluent that feeds the products condenser.
- High-purity hydrogen makeup for the two-separator case.
- High-purity hydrogen makeup for the single separator case.
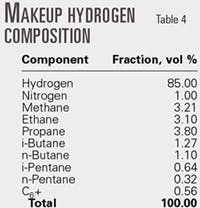
Table 4 shows the low-purity makeup hydrogen composition. We assumed that high-purity makeup gas was 99.9 mole % hydrogen.
The low-purity makeup is typical of a blend of hydrogen from a catalytic reformer and a high-purity source, such as membrane purification or purchased hydrogen.

Table 5 shows the results of simulations for the 13 cases corresponding to the various options. For each case, the LHSV and product sulfur content were constant. We set the recycle hydrogen rate to achieve a ratio of total hydrogen to the reactor to chemical hydrogen consumption of 5.5 for the 1,100-psi case, and 6.0 for the 800-psi case.
Based on the calculated reactor outlet hydrogen partial pressure, Akzo Nobel estimated the cycle length, chemical hydrogen consumption, and weighted average bed temperature to calculate the final reactor yields and other process conditions.
Case descriptions
We used the simulation results to prepare heat and material balances, equipment sizes, and design characteristics for three cases:
- Case 1 base case: 1,100-psi reactor inlet with a HHPS, CLPS, and 85-mole % makeup hydrogen purity.
- Case 2: 1,100-psi separator with a CHPS only and 85-mole % makeup hydrogen purity.
- Case 13: 800-psi reactor inlet with a HHPS, CLPS, and 99.9-mole % makeup hydrogen purity.
We specified a single, three-bed reactor with inter-bed hydrogen quench for all the cases. We used a centrifugal compressor for recycle hydrogen and two-stage, reciprocating compressor with a spare for makeup. The charge heater has two passes and steam generation in the convection section. The product stripper uses steam for stripping rather than a fired reboiler.
We prepared capital cost estimates for each of the three cases and estimated maintenance costs and the consumption of utilities, catalysts, and chemicals. We discounted the operating costs over 20 years and added them to the investment to calculate the overall life-cycle cost for each case. The discount was based on an assumed corporate hurdle rate of 15%.
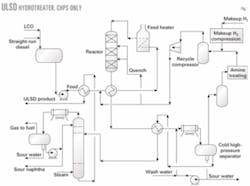
Cases 1-5 are based on 1,100-psi reactor inlet pressure and low-purity hydrogen makeup. Case 1 has an HHPS for the base option. Case 2 has a single CHPS (Fig. 1) that results in a higher-purity recycle gas and a correspondingly lower horsepower for the recycle gas compressor. The HHPS design is more energy efficient, which results in a reduction of 36.4 MMbtu/hr of fired duty in the charge heater.
Estimated capital investments for Cases 1 and 2 are $62.9 million and $71.1 million, respectively. These costs are for inside battery limits only and include the initial load of catalyst, chemicals, and spare parts.
Construction labor rates and productivity are based on a US Gulf Coast location. We prepared these estimates by obtaining equipment pricing and then applying appropriate factors to get a total installed cost. One should use these figures carefully because actual facility location, owners' costs, and design preferences can substantially affect final cost.
Intuitively, Case 1 with two separators and an additional HHPS vapor-recycle hydrogen heat exchanger should require more capital than the single CHPS case (Case 2). Because the ULSD product is steam stripped, however, Case 2 requires significant additional heat exchange to raise the CHPS liquid temperature for effective H2S removal. This practically doubles the charge heater's size, which increases the size of the final effluent air cooler.
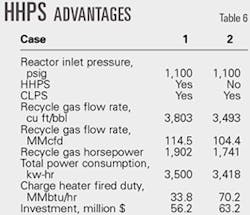
Table 6 summarizes the results of this analysis. Case 1 has an investment and operating cost advantage vs. Case 2, at least for the design feed and other factors we chose for this study.
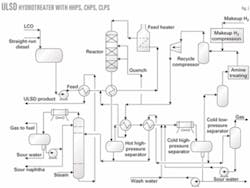
Cases 3-5 include a CLPS and liquid recontact with HHPS vapor flowing to the effluent condenser (Fig. 2). Each case shows the impact of more enrichment liquid on the recycle compressor volume and power requirements.
A comparison of Case 1 and Case 5 shows a maximum advantage of 177 hp for the enrichment option. Including recycle liquid pump power adjustments, horsepower savings allow an investment of around $110,000 based on a 3-year simple payout. The equipment required for this option may be more expensive than the savings. This arrangement might make sense for a revamp in which the recycle compressor is the bottleneck.
Cases 6 and 7 use high-purity hydrogen for the CHPS, and HHPS-CHPS arrangements at a 1,100-psi reactor outlet pressure.
The reactor outlet hydrogen partial pressure increases significantly with a corresponding improvement in cycle length to 47-49 months from 33-35 months for Case 7 vs. Case 1.
Cases 6 and 7 have a compressor horsepower almost 30% lower than Case 1; however, due to a substantial decrease in molecular weight, the compressor head more than doubles, which necessitates an 8-stage centrifugal compressor vs. a 2-stage machine for Case 1.
Cases 8-13 have a reactor inlet pressure of 800 psi. Cases 8-11 use low-purity makeup hydrogen.
The hydrogen partial pressure is 448 psia for Case 8, which is far less than Akzo Nobel's recommended minimum of 600 psia for a grassroots ULSD hydrotreater.
For Cases 9 and 10, we increased the reactor loop purge to 5 and 10 MMcfd, respectively, to try to increase the hydrogen partial pressure. The partial pressure in Case 10 improved to 508 psia at the high purge rate, still significantly below the minimum value.
Case 11 shows that, for a HHPS, the hydrogen partial pressure of 408 psia is even lower than the CHPS-only cases.
Cases 12 and 13 use an 800-psi reactor outlet pressure with high-purity hydrogen makeup, and single and two-separator options. The hydrogen partial pressure is just greater than the minimum. Estimated US Gulf Coast capital cost for Case 13 is $56.7 million.
Life-cycle cost
We prepared a life-cycle cost analysis for Cases 1, 2, and 13.
For this analysis, life-cycle costs are the sum of the capital investment—including initial catalyst, chemicals, and spare parts—and the present value of operating costs during the project's life, excluding operating labor, taxes, and insurance.
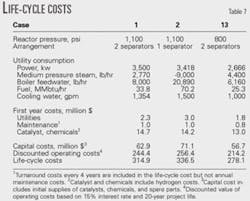
We used a discount rate based on an assumed corporate hurdle rate of 15% and a 20-year project life for this calculation. Table 7 shows the cost results including estimates for maintenance costs and utility, catalyst, and chemical consumption.
The Case 2 design, due to a higher charge duty, produces more medium-pressure steam than is required for the product striper.
Overall, the 800-psi case with two separators has the lowest life-cycle costs, which we expected; however, this case barely meets the minimum hydrogen partial pressure target even with high-purity makeup hydrogen.
Many refiners installed grassroots hydrotreaters, with reactor inlet operating pressures of around 800 psi, to satisfy the 1993 low-sulfur diesel regulations of 500-ppm (wt) sulfur. Owners will revamp most of these facilities to produce ULSD even though the hydrogen partial pressures are significantly less than the minimum recommended for grassroots ULSD hydrotreaters. This will require proportionately more catalyst and perhaps shorter cycle lengths.
For the 1,100-psi cases, the two-separator arrangement has the lowest life-cycle cost.
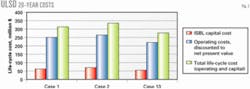
Fig. 3 shows that operating costs, even when discounted over the project's life, are the major contributor to total life-cycle cost for the three cases. This stresses the importance of an optimum process design and minimized utility and maintenance costs. Choosing the right reactor operating conditions also can reduce chemical hydrogen consumption.
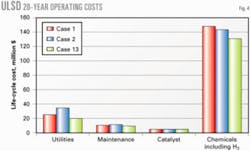
Fig. 4 compares the operating cost components. Chemical hydrogen consumption has a larger impact than other operating costs.
A process design that minimizes or eliminates the need for a purge stream from the recycle gas results in less makeup hydrogen needed and a lower life-cycle cost. One should also consider the economics of hydrotreating incrementally cracked stocks for ULSD vs. other uses such as heating oil, cutter stock, or fuel.
The hydrogen cost in Fig. 4 is $2.40/Mcf. We assumed that the refinery is hydrogen limited and any reformer hydrogen the refiner uses backs out an equivalent quantity of purchased material.
Based on a presentation to the 2003 NPRA Annual Meeting, Mar. 23-25, 2003, San Antonio.