Special Report: Completion Technologies: Combined miscible drive enhances Pleito Creek oil production
Rick McGee
Consultant
Houston
Mike Fraim
Texas A&M University at Qatar
Doha, Qatar
Sven Hagen
NiMin Eergy Corp.
Carpinteria, Calif.
A new process that combines foamed oxygen injection for generating carbon dioxide and steam has increased heavy 13-17° oil production from Pleito Creek oil field in Kern County, Calif.
NiMin Energy Corp. believes that its proprietary patented process will be economic for producing heavy oil reservoirs that are too deep for conventional steam operations.
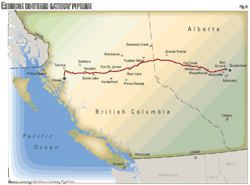
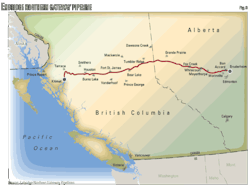
Pleito Creek field is about 23 miles south of Bakersfield in the San Emigdio Mountains at the southern end of the San Joaquin Valley (Fig. 1). The subsurface structure of the Santa Margarita sand is a faulted anticline with a vertical oil column of more than 1,000 ft (Fig. 2).
The field produces from the Santa Margarita sandstone reservoir at a 3,600-ft depth. The reservoir has 27% average porosity and its oil saturation declines from 70% at the top of the anticline to about 50% at the oil-water contact.
The reservoir has a 105-115° F. temperature and a 278-2,713 cp oil viscosity. Primary recovery to date is only 6%.
Field history
The Humble Oil & Refining Co. drilled the discovery well in August 1951, with an initial production rate of 55 bo/d and an oil gravity of 16.6°.
By May of 1953, it had drilled 16 wells in the field and production had peaked at 503 bo/d. By December 1959, the field had declined to 187 bo/d due to depletion of the dissolved gas drive and an increase in oil viscosity as the solution gas was liberated from the liquid phase.
In late 1959 Humble Oil tested air injection huff-and-puff stimulations on two flank oil production wells (B-8 and B-7) for 4 months each. By 1964, the company had used in situ combustion to thermally stimulate the nine best wells in the field with a total of 22 stimulation cycles.
After individual wells were stimulated two or three times with this cyclical form of air injection, all stimulated wells suffered some liner damage and most were sidetracked to return them to a producing status.
The largest problem with the huff-and-puff method was that coke formed as a result of the oil flowing through the combustion-heated rock during production flow back. The coke apparently plugged the formation in the near wellbore area and also plugged the tubing in some instances.
Humble Oil proved that the oil would combust in the presence of air and, with flow-back rates of more than 200 bo/d, proved that productivity could be increased with thermal stimulation. From 1964 to 1969, Humble Oil continued to produce and deplete the field with solution-gas drive as the only method of recovery.
In late 1969, Tenneco Oil bought Pleito Creek. By 1972, the company had drilled four wells in the western fault block and sidetracked several wells with liner failures. The field still was being produced by depletion of the solution-gas drive. In 1986, Pleito Creek was sold to an independent (Petro Resources Inc.) that continued to produce the field by the same method.
Process selection
When NiMin acquired Pleito Creek in 2006, the field was producing 31 bo/d and only 6% of the original 39 million bbl of oil in place had been recovered.
NiMin evaluated secondary and tertiary recovery methods for implementation at Pleito Creek. Table 1 summarizes the methods that were considered and the primary deficiencies of each.
The viscous nature of the heavy oil at Pleito Creek mandated use of an enhanced oil recovery (EOR) method that would substantially reduce the viscosity to increase the recovery efficiency. Steam, used extensively in thermal projects in California, was analyzed and ruled out because of the heat losses from pumping steam to 3,600 ft and the required high injection pressures.
Due to the depth of Pleito Creek, in situ combustion appeared to be the most logical choice. Calculations indicated that in situ combustion would be three times as thermally efficient as steam. Not being satisfied with conventional air injection and the multitude of associated problems, however, NiMin thoroughly studied the history of air-injection projects, including the pilots that had used pure gaseous oxygen and eventually came up with a process that was different from anything previously tried.
The method, which NiMin named “combined miscible drive” (CMD), uses foamed oxygen as the mechanism for delivering nearly pure oxygen to the reservoir.
CMD resolved several issues related to conventional air injection. The injection of nearly pure oxygen instead of air reduces by about 75% the gas volume that needs to be compressed; therefore, the injection cost is reduced by a similar amount.
Injection of a specific quantity of oxygen is easier because of the lower overall volume that needs to be injected. The 79% nitrogen in air would increase the problem of gravity override and early gas breakthrough in the reservoir. Also, nitrogen reduces oil mobility whereas high percentages of CO2 significantly increase oil mobility.
From a production standpoint, high nitrogen volumes would prohibit reinjection of the exhaust gas and could create air quality issues in regard to California emissions regulations; whereas, the high percentage of CO2 exhaust gas produced as a result of the CMD process could be reinjected into the reservoir or could be used for EOR projects in nearby oil fields.
NiMin calculates that CMD requires a carbon footprint that is only 20% and 30% of that required by steam and conventional air injection, respectively.
CMD design
The CMD process at Pleito Creek field uses a top-down, oxygen-gas combustion drive to generate a steam and rich CO2 gas cap to gravity drain heavy oil at near miscible conditions (Fig. 3). This in situ combustion process differs from conventional air injection because there is no release of new emissions to the atmosphere. The process recycles CO2 rich exhaust gas back into the reservoir where it absorbs into the heavy oil, reducing its viscosity and increasing its mobility. CMD is different from gaseous oxygen injection in that the oxygen is foamed at the surface, alleviating safety concerns related to gaseous oxygen.
Until the foam reaches the reservoir, it acts as a fire retardant, whereas gaseous oxygen is free to react with combustible materials at any point in the process. The foam also acts on a diversion agent creating a more equal distribution of injected oxygen into reservoir intervals that are open to injection.
Once the foam enters the reservoir, the heat breaks it down into gaseous oxygen and water. The water is converted to steam and the oxygen gas is free to combust with coke, creating heat, CO2, and a light oil fraction. The CO2 gas extracts the light oil fraction and sweeps it down structure toward the producing wells. The heat from the steam further reduces oil viscosity and drives the CO2 saturated oil column down structure toward the producing wells.
The downdip production wells capture the cold heavy oil first, CO2-saturated oil second, and then the upgraded oil from the near miscible CO2 displacement zone ahead of the burn front.
NiMin performed a computer simulation of Pleito Creek oil field to achieve a numerical history match and predict the effects of the CMD process. By analyzing lab tests, empirical data, and the results of the computer simulation, NiMin developed the following conclusions regarding CMD at Pleito Creek:
• Top-down injection provides the ideal situation for gravity drainage and sweep efficiency.
• CO2 gas swells the oil by a factor of 1.35 and reduces the viscosity by a factor of 10.
• Average hot-zone temperature will crack the crude oil and leave about 5% of the oil behind in the form of coke that serves as fuel for the combustion process.
• A high concentration of oxygen provides the least fuel lay down due to the near miscible phase behavior of the rich CO2 displacement zone, thereby accelerating the movement of the burn front through the reservoir.
• Over its life, the project will require only 1.1 Mcf of oxygen/1 bbl of oil recovered.
• The process could recover more than 60% of the original oil in place.
Injection facilities
Injection facilities at Pleito Creek consist of three major components: water treatment, oxygen vaporization, and mixing equipment to create a foam. One unique aspect of CMD is that it requires a relatively small surface area for injection facilities, lessening the environmental impact.
Due to the technical challenges encountered with the injection of high concentrations of oxygen at high pressure, NiMin sought out experts that could give proper guidance relative to operating procedures, materials selection, and safety considerations. NiMin was concerned about water purity and cleanliness of the tubular surfaces because oxygen combusts with just about anything at high concentrations and pressures. It was imperative that the water-treatment equipment (Fig. 4) provide ultra clean water and that procedures be in place for removing hydrocarbon contamination from tubular surfaces.
Before oxygen injection, the procedure called for all injection lines including the fiberglass tubing in the injection well to be cleaned by injecting water containing an oxygen-compatible surfactant. Then, the pumping of pure CO2 through the tubulars removed the surfactant film. The tubulars were then ready for oxygen service.
A maximum 10 ppm was determined as the water-quality limit for hydrocarbon contamination that would be below the threshold for hydrocarbon film formation and spontaneous combustion. The designed and installed water treatment system uses dissolved gas flotation with polymer to remove free oil, iron sulfide, and clay fines from the produced water. Then, the addition of potassium carbonate to the water increases the pH above 9.3 to precipitate calcium carbonate and reduce the corrosion index.
The water then passes through an electro-chemical cell that oxidizes dissolved organic-metallic compounds such as polymers and iron ions and precipitates slightly soluble salts such as calcium sulfate and magnesium hydroxide. Finally the water goes through 10 µm filters before entering high-density polyethylene storage tanks.
Charge pumps send the water to the injection skid where an oxygen-compatible surfactant is added. The water is then pumped at high pressure through a static mixer and blended with the high-pressure gaseous oxygen to make high-quality foam.
Inert gas provides safe operating conditions during well workovers and for preventing burn back to the casing during ignition or when the injection well is shut in. CO2 was selected as the inert gas due to its hydrocarbon solvent properties. CO2 does an excellent job of removing hydrocarbon film from the tubulars and the near wellbore area. One can store it indefinitely on site as a liquid.
NiMin determined that the process needed greater than a 93% oxygen concentration to generate CO2 at a concentration high enough to provide a satisfactory oil viscosity reduction.

A review of available oxygen sources for use during the pilot phase led it to select a cryogenic liquid oxygen service (Fig. 5). The oxygen vaporizes to gaseous oxygen when pumped at injection pressure (Fig. 5).
It then goes to the injection skid where it combines with the water-surfactant mixture. A static mixer blends the mixture into a foam. This form of oxygen is expensive but it is readily available and the upfront capital cost was minimal compared with on site oxygen generation.
Pilot results
Initial oxygen injection occurred during early June 2009. During ignition, which was achieved easily by spiking the near wellbore area with linseed oil, dilution with CO2 lowered the gaseous oxygen concentration to 21%..
After ignition, the procedure was slowly to ramp up the oxygen concentration to 40%, which was the maximum recommended limit for the partial pressure of oxygen in the fiberglass-coated injection string. This 40% concentration was maintained long enough to heat up the near wellbore area so that foam would break down into water and oxygen gas. At that point, normal injection operations started with foamed 96% gaseous oxygen at a rate of 500 Mcfd.
The CO2 concentration began rising almost immediately in the H-2 horizontal production well and within 6 months had exceeded 60%.
The H-2 well had an apparent production response shortly after initial injection and the production was increasing clearly within 6 months. The H-2 well produced 75 bo/d before oxygen injection but has since increased to 135 bo/d, although short-term rates have been as high as 160 bo/d.
The October 2010 rate of 135 bo/d is 90 bo/d above the pre-CMD decline projection.
Fig. 6 shows the history of oil and CO2 production for the H-2 well.
The H-3 horizontal well, a poor producer from day one, quadrupled to 18 bo/d from 4 bo/d within the first 12 months of injection and has remained relatively flat since.
The H-3 well had an increase in CO2 concentration similar to that seen in H-2. The CO2 has slowly but steadily increased in the H-1 horizontal well to 40% with no apparent increase in production; however, a noticeable production increase is not expected until the CO2 content reaches 60-70%, the point at which enough CO2 has absorbed into the oil to increase substantially its mobility.
The only other production well in the pilot area, the H-4 horizontal well, has had no substantial changes; however, H-4 is further downdip than the other pilot wells and should be the last well in the pilot to respond.
The results of the Pleito Creek CMD project have proved the economic and engineering merits of the technology; however, NiMin plans to increase the economic efficiency during 2011 and 2012. These measures include plans to install on site oxygen generation and upgraded electrical service, which will reduce the cost of oxygen by more than 50%.
NiMin operates the existing facility 24 hr/day; therefore, the labor costs/bbl of oil will come down significantly as production rates rise.
Using a recovery factor of 65%, NiMin estimates that the capital cost and operating expense are $4 and $15/bbl of oil, respectively, over the life of the project. These values are low compared to those incurred with other technology currently in use and are testimony to the economic benefits realized from an in situ thermal process.
Future applications
NiMin believes that CMD (Fig. 7) is the most economical EOR method available today and that the recovery efficiency achieved with CMD could be greater than 60% in many applications.
Although one could apply the technology in many fields, the ideal application is in heavy oil reservoirs below conventional steam depth where primary recovery factors are low. Table 2 lists the reservoir parameters for which NiMin believes one should consider CMD.
Using a proprietary database, NiMin screened more than 1,800 heavy oil fields in the US and determined that 165 are ideal candidates for CMD. These 165 fields have low recovery efficiencies and most are still on primary or secondary production.
Another application for CMD is for in situ generation of CO2 in light oil fields that are candidates for miscible CO2 flooding but lack an economic source of CO2. Considering that CO2 could be generated in situ for about $4/Mcf depending on depth and cost of power, there is considerable potential for CMD in fields that are candidates for miscible CO2 flooding.
The authors


More Oil & Gas Journal Current Issue Articles
More Oil & Gas Journal Archives Issue Articles
View Oil and Gas Articles on PennEnergy.com